
Металлопрокат

Металлоконструкции

Обработка металла
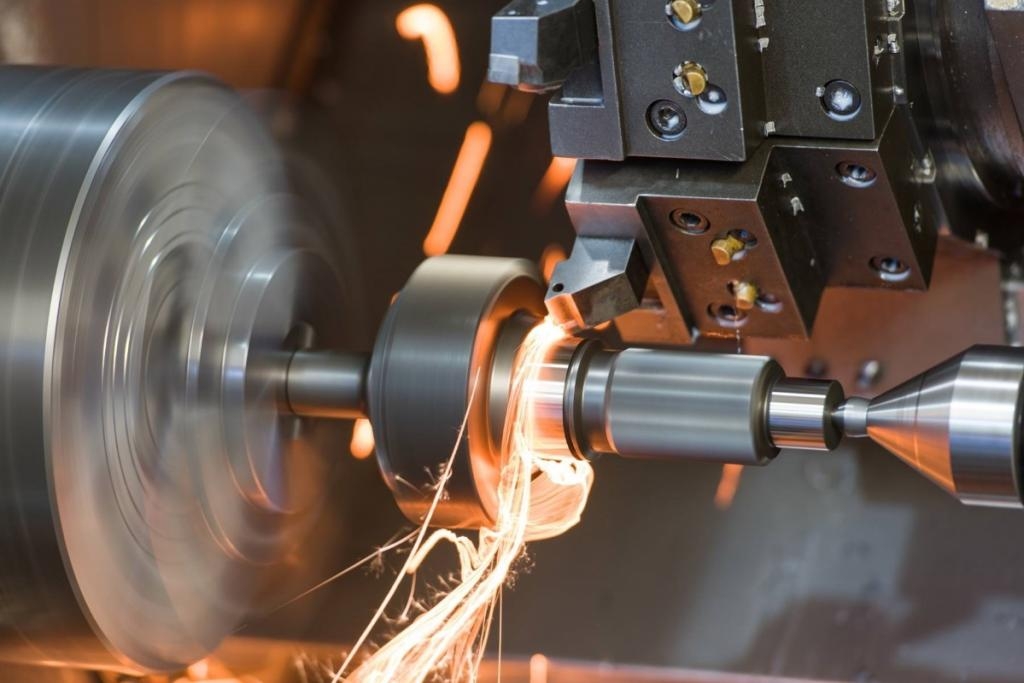
С помощью токарной обработки получают кольца, валы, шкивы, муфты, зубчатые колеса, втулки, гайки и тому подобное. На токарных станках можно вытачивать канавки, отрезать части заготовок, зенкеровать, развертывать, сверлить отверстия, нарезать резьбу. Измерительный инструмент используется во время токарной обработки обязательно. Единичное и мелкосерийное производство может проводиться с применением нутромеров, штангенциркулей, микрометров. В массовом производстве используют предельные калибры. Размеры и формы определяются с помощью таких инструментов.
Кромкой режущего инструмента во время токарной обработки зажим изделия возникает при врезке в заготовку. Внутри заготовки силы сцепления преодолевает инструмент. В мелкую стружку превращается слой металла после удаления. Стружка может образовываться ступенчатая, с надломом, элементами, слитая. Ступенчатая стружка свойственна обработке алюминиевых листов, сплавов алюминия, средней твердости стали на средней скорости. Резка малопластичных деталей дает стружку надломом. Твердые и маловязкие детали на малых скоростях обрабатывают с появлением элементной стружки. На высоких скоростях из мягких сталей, свинца, пластмассы, меди, олова образуется слитая стружка.
Вариантов резцов в токарной обработке используется немало. Выбор и эффективность работы зависят от скорости резки, величины продольной подачи заготовки, глубины резания. Если подобрать все составляющие правильно, обработка заготовок будет осуществляться максимально быстро. На деталь уровень воздействия будет высоким, а количество стружки не будет превышать установленный максимум.