
Металлопрокат

Металлоконструкции

Обработка металла
Современные электролизные ванны для получения алюминия бывают трех типов:
1) ванны с прессованными обожженными анодами — наиболее старый тип,
2) ванны с непрерывным самообжигающимся анодом и боковым токопроводом;
3) ванны с непрерывным самообжигающимся анодом и верхним токопроводом (рис. 57).
Применение алюминиевых ванн с непрерывным самообжигающимся анодом явилось большим техническим прогрессом в области усовершенствования конструкции алюминиевых ванн. Современные мощные электролизеры работают при силе тока до 150 ка. При увеличении силы тока происходит снижение удельного расхода электрической энергии до 16500 квт-ч/т алюминия вследствие относительного уменьшения тепловых потерь более мощным электролизером, растет производительность труда вследствие сокращения трудовых затрат на обслуживание мощных электролизеров, в частности вследствие уменьшения на 30— 40% обрабатываемой площади корки электролита.

Электролизер состоит из стального кожуха, футерованного углеродистым и огнеупорным материалом, углеродистой подины, являющейся одновременно катодом ванны, и анода.
Конструкция катода у всех типов ванн практически одинакова. Катод состоит из углеродистых блоков, соединенных при помощи стальных стержней в секции. Стальные стержни одним концом пропущены через кожух ванны и подключены к катодной шине. По возможности стремятся сократить число подовых секций и уменьшить этим количество швов между блоками. С этой точки зрения целесообразна бесшовная подина.
В ванне с боковым токопроводом штыри забивают в тело анода на четырех горизонтах; работающими являются два нижних ряда штырей. Штыри при помощи гибких медных лент присоединены к анодной шине.
Во избежание окисления на воздухе анод заключен в алюминевую рубашку. При помощи стальной обвязки, через прорези которой пропущены штыри, анод висит на стальных тягах. Ванна с боковым токоподводом закрыта при помощи продольных и поперечных подъемных или раздвижных штор.
Газы из-под укрытия удаляются через патрубки, присоединенные к центральному коллектору.
В последние годы новые алюминиевые заводы оборудуют ваннами с подводом тока через верх анода. Подвод тока к аноду и одновременно его подвеска осуществляются с помощью 2—4 рядов вертикальных стальных штырей. По высоте штыри расположены на разных горизонтах и концы их на каждом горизонте образуют волнообразную линию. По мере сгорания анода наиболее глубоко сидящие штыри выдергивают из обожженной части анода при помощи пневматического устройства.
В отличие от ванн с боковым токоподводом, стальной кожух анода является постоянной формой. Кожух анода с внешней стороны снабжен многочисленными вертикальными ребрами, что повышает его жесткость и теплоотдачу. Повышенная теплоотдача анодного кожуха предотвращает образование высокого «конуса спекания» и уменьшает газовыделение через верх анода. Анод скользит относительно кожуха и висит на штырях, которые удерживаются подвесками. Поэтому в такой ванне отсутствует операция наращивания алюминиевого кожуха. Нижняя часть анода закрыта газосборным колпаком, герметизированным засыпкой глинозема. Концентрированные анодные газы отсасываются из-под колпака и сжигаются в горелках, установленных на ванне.
Объем удаляемых газов составляет 10—15% от объема газов, удаляемых из ванн с боковым токоподводом. Одновременно через низ анода удаляются смолистые вещества, которые также поступают в горелку. Поэтому газы, выходящие из горелки, не содержат смолистых веществ, оседающих на стенках газопроводов вентиляционной системы.
Вследствие уменьшения количества отсасываемых из ванн газов упрощается и удешевляется вентиляционная система, а также облегчается регенерация фтористых соединений, содержащихся в анодных газах.
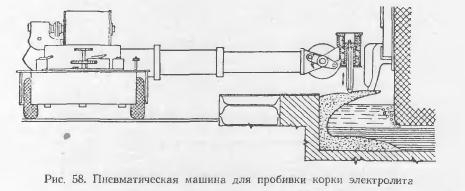
На ваннах с верхним токоподводом легче осуществить механизацию трудоемкой операции — пробивку корки электролита с помощью пневматического механизма, установленного на электрокаре (рис. 58). позволяющего рабочему находиться на большом расстоянии от зоны наибольшего выделения газов и высокой температуры.
Верхний токоподвод легче позволяет решить проблему непрерывной, а затем и автоматизированной подачи глинозема в ванну. В зарубежной практике для питания ванн глиноземом широко применяются автоцистерны (рис. 59).
Трудоемкие операции по обслуживанию мощных алюминиевых ванн успешно механизированы: извлечение из анода и забивка в тело анода штырей производится с помощью пневматических механизмов; выливка металла осуществляется с помощью вакуумковша, подъем и опускание анода производится с помощью реверсивных электродвигателей, установленных на перекрытии ванны.
Важнейшими проблемами, которые сейчас решаются, в первую очередь являются непрерывное питание ванны глиноземом и автоматическое регулирование работы электролизера. Разрабатываются две системы автоматического регулирования работы ванны — система регулирования по оптимальному значению общего напряжения на ванне и по поддержанию постоянного межполюсного расстояния или сопротивления в нем.
При сооружении мощных электролизеров надо иметь в виду, что на работу последних сильно влияет взаимодействие магнитных полей ошиповки с током, протекающим в электролите и металле, которое приводит к искривлению поверхности металла и частично электролита и вызывает этим большие затруднения в поддержании постоянного межполюсного расстояния. Под влиянием этих усилий происходит смещение металла к одному из торцов ванны, т. е перекос металла. Слой электролита во входном торце ванны на несколько сантиметров выше, а слой металла соответственно ниже, чем в выходном торце. Подошва анода с течением процесса электролиза также приобретает соответствующий наклон. Анодные газы стремятся к приподнятому торцу, где они обогащены CO2. Сила взаимодействия магнитных полей ошиновки пропорциональна квадрату силы тока серии.
Рассмотрим три основных типа ошиновки алюминиевых ванн с точки зрения влияния на возникновение магнитных полей.
1. Ошиновка с подводом и отводом тока с одной стороны. Это наиболее неудачный тип ошиновки, так как магнитные поля анодной и катодной ошиновки, а также стояка складываются. Металл и электролиг движутся к стороне анода, противоположной подводу тока (рис. 60, а).

2. Ошиновка с подводом и отводом тока в противоположные стороны (рис, 60, б). Это наиболее распространенный тип ошиновки. Направление силовых линий магнитного поля катодной ошиновки противоположно направлению силовых линий магнитного поля анодной шины и стояка. Вследствие этого ослабляется действие магнитного поля на металл и электролит. Электролизеры такой конструкции работают с более высоким выходом по току.
3. Ошиновка с подводом и отводом тока во многих точках (рис. 60 в). Это наилучший тип ошиновки.
В этом случае величина магнитных полей ослаблена вследствие уменьшения силы тока в шинах. Металл и электролит испытывают усилия, направленные от торцов анода к его середине.
Для уменьшения влияния магнитных полей ошиновки на электролит и металл катодные шины рекомендуется размещать на уровне межполюсного пространства, уменьшать силу тока в шинах путем увеличения числа точек подвода тока, по возможности удалять шины от межполюсного пространства, одновременно максимально сокращая длину ошиновки.
Уменьшение перекоса металла и электролита в ванне, а также их циркуляция могут достигаться, с одной стороны, уменьшением напряженности магнитных полей, а с другой — созданием большого сопротивления движению металла и электролита, для чего следует стремиться к наибольшей высоте слоя металла.
При изменении силы тока в ванне, например во время анодных эффектов, в объеме металла возникнут колебательные движения, вследствие чего возможны мгновенные замыкания анода и катода в отдельных участках ванны, колебательные движения вызывают неравномерное распределение тока в рабочем пространстве ванны. Все это отрицательно сказывается на показателях работы электролизера
Для более равномерного распределения тока по штырям в случае бокового токоподвода, при котором угловые штыри подводят меньше тока, чем центральные (в соответствии с формой конуса спекания), рекомендуется увеличить длину центральных штырей на 200—250 мм. Для более равномерного распределения тока по штырям на ванне с верхним токоподводом предложена и испытана комбинированная схема перестановки штырей. Согласно этой схеме торцовые штыри поднимают при перестановке на меньшую высоту, чем центральные.
Измерения потенциального поля анода показали, что его поверхность не эквипотенциальна. Наибольшая разность потенциалов на поверхности анода между углами и центром анода равна 350 мв.
Распределение тока в катоде также неравномерно вследствие наличия горизонтальной составляющей тока. Поэтому часть подины, примыкающая к выходному торцу ванны, перегружена током.
Практика показывает, что катодные стержни, более удаленные от анодных стояков, нагружены сильнее, чем ближние. Поэтому температура электролита в выходных торцах повышена на 5—6° по сравнению с остальными частями ванны. Неравномерная нагрузка подины ванны и неодинаковая температура электролита в разных торцах ванны вызывают увеличение циркуляции электролита и местный его перегрев, т. е. приводят к снижению показателей работы ванны. Наиболее эффективным средством, ослабляющим действие горизонтальной составляющей тока, является устройство двустороннего подвода и отвода тока, вдвое понижающее абсолютную величину горизонтальной составляющей тока. Чем длиннее шахта ванны, тем неравномернее распределение тока по катодным стержням, тем больше горизонтальная составляющая, направленная вдоль ванны
Срок службы алюминиевой ванны в основном определяется сроком службы углеродистой подины ванны.
Работами, выполненными в последнее время в BAMИ под руководством М.Б. Рапопорта, а затем в Минцветметзолото, было показано, что основной причиной разрушения углеродистого катода является выделение натрия на катоде, особенно в первый период пуска ванны, и проникновение его в кристаллическую решетку углеродистых материалов. Это вызывает разбухание и разрыхление углеродистого материала. Для всех углеродистых материалов, за исключением графита, в интервале температур 400—700° происходит большее или меньшее разрушение материала под влиянием натрия. Интенсивность этого влияния зависит от природы углеродистого материала и возрастает по мере уменьшения степени упорядоченности структуры углеродистого материала, т. е. удаления от упорядоченности, свойственной кристаллической решетке графита.
По уменьшению стойкости при взаимодействии с натрием различные углеродистые материалы могут быть расположены в следующий ряд графит (искусственный и натуральный), термоантрацит, литейный кокс, пековый и нефтяной коксы. Интенсивность взаимодействия этих углеродистых материалов с натрием падает по мере повышения температуры, и при 900—950° взаимодействие практически прекращается. Присутствие в электродных изделиях графита, искусственного или натурального, благоприятно сказывается на стойкости их при взаимодействии с натрием.
Для повышения стойкости углеродистых катодных блоков алюминиевых ванн в состав блоков необходимо вводить только углеродистые материалы, достаточно стойкие по отношению к натрию (графит, термоантрацит, литейный кокс и угольный бой на основе этих материалов), а пуск ванн осуществлять при такой температуре подин, при которой практически отсутствует взаимодействие углеродистых материалов с натрием, т. е. при 950—1000°. При этом вся подина должна быть равномерно прогрета до максимальной температуры. Наряду с этим на стойкость подины и прочность кожуха отрицательное влияние оказывают теплосмены вследствие большого различия в коэффициентах термического расширения материалов ванны: углеродистых блоков, чугунной заливки, стальных катодных стержней, электролита и т. п.
Коэффициент линейного расширения электролитов в 12—15 раз выше термического расширения углеродистых блоков. На стойкость углеродистых блоков благоприятно влияет предварительная пропитка их расплавленным электролитом в отсутствие электролиза, а также создание пленки карбида алюминия. Отсюда понятно положительное влияние на стойкость углеродистых блоков слоя алюминия на подине при пуске ванны. Обжиг подины под слоем алюминия допускается, однако, для блоков и подовой массы высокой стойкости в отношении натрия, так как он дает более низкотемпературный прогрев подины к началу пуска ванны.
Благоприятное влияние на срок службы подины оказывают добавки в электролит фтористого алюминия, кальция и магния, которые уменьшают выделение натрия на катоде. Кроме углеродистых блоков, большую часть площади подины занимают набивные швы, которые легко образуют трещины и плохо схватываются с блоками. Наименьшую усадку имеет термоантрацит — 0,1038% вместо 0,525% нефтяного кокса. Поэтому предложена новая подовая масса на антрацитовой основе, содержащая добавки графита. Наряду с повышением эксплуатационной стойкости швов и их сцепляемости с телом блоков следует стремиться к сокращению площади швов за счет увеличения длины катодных блоков
Наиболее частой причиной выключения ванн бывает местное разрушение подины (в швах) и проникновение алюминия к катодным стержням через неплотности, вследствие чего такая ванна начинает выдавать бессортный металл.
При длительной эксплуатации ванны металлический кожух ее претерпевает деформацию, которая приводит к выключению ванны на капитальный ремонт. Стенки кожуха ванны выгибаются наружу. Может произойти разрыв одного или нескольких углов кожуха, а также разрыв анкерных креплений. Наилучшей конструкцией кожуха является конструкция, предложенная инж. Яблоковым. Верхняя часть кожуха усилена обвязкой из 4 рядов двутавров.
За границей для электролизеров большой мощности (100 ка) широко применяются конструкции кожухов с днищами. Наличие днищ увеличивает жесткость кожуха и повышает теплоотдающую способность мощных электролизеров.
Опыт работы алюминиевых заводов показывает, что ограничения в питании серии постоянным током или временное отключение ванн отрицательно влияют на стойкость подин и кожухов электролизеров.
- Теоретические основы процесса электролиза крилито-глиноземных расплавов
- Физико-химические свойства электролитов промышленных алюминиевых ванн
- Свойства расплавов некоторых систем и возможность улучшения состава электролита
- Аппаратурные решения операции обжига и восстановления алунита в кипящем слое
- Принципиальная технологическая схема восстановительного способа